
 收藏我們 |
聯(lián)系我們|
網(wǎng)站地圖|
收藏我們 |
聯(lián)系我們|
網(wǎng)站地圖|

0575-80728219
收藏我們 |
聯(lián)系我們|
網(wǎng)站地圖|
0575-80728219

從細(xì)長(zhǎng)軸車削加工的特點(diǎn)入手,著重研究和探討在細(xì)長(zhǎng)軸車削加工中,車刀主要幾何參數(shù)的選擇、切削用量三要素的選擇,以及車削細(xì)長(zhǎng)軸經(jīng)常遇到的問題的處理方法, 這對(duì)生產(chǎn)實(shí)踐具有很好的指導(dǎo)作用。
一、細(xì)長(zhǎng)軸的加工特點(diǎn)
所謂細(xì)長(zhǎng)軸是指軸的長(zhǎng)徑比 l / d ≥ 20 的軸,當(dāng) l / d ≥ 100 時(shí)則稱為細(xì)長(zhǎng)桿。細(xì)長(zhǎng)軸加工特點(diǎn) :
1.剛性差細(xì)長(zhǎng)的工件由于自重下垂,高速旋轉(zhuǎn)時(shí)受到離心力、車削時(shí)受到切削力都易使其產(chǎn)生彎曲變形。工件彎曲越大,車削時(shí)振動(dòng)越大,表面質(zhì)量精度也越難以確保。
2.熱變形大細(xì)長(zhǎng)軸車削時(shí)熱擴(kuò)散性差、 線膨脹大, 當(dāng)工件兩端頂緊時(shí)易產(chǎn)生彎曲變形。
3.加工疵病多在細(xì)長(zhǎng)軸加工的整個(gè)工藝過程中,要求操作者技術(shù)水平高,操作細(xì)心, 如某一加工環(huán)節(jié)處理不當(dāng), 就容易產(chǎn)生問題, 如徑向跳動(dòng)、彎曲及產(chǎn)生竹節(jié)、波紋、錐度 等加工疵病。因此,在車削細(xì)長(zhǎng)軸時(shí),對(duì)機(jī)床的調(diào)整、輔具的應(yīng)用、刀具、切削用量等都提 出了較嚴(yán)格的要求。
二、細(xì)長(zhǎng)軸定義
工件的長(zhǎng)度與直接之比大于25的軸類零件(l/d>25)稱為細(xì)長(zhǎng)軸。
三、細(xì)長(zhǎng)軸的裝夾方法
1、兩頂尖間安裝細(xì)長(zhǎng)軸,此方法沒有安裝誤差,易確保工件同軸度。但剛性差,易產(chǎn)生震動(dòng)。用于長(zhǎng)度與直徑比不是很大,余量較少,需多次安裝的工件。
2、一夾一頂裝夾細(xì)長(zhǎng)軸,為避免重復(fù)定位,卡爪夾持部分應(yīng)較短,或在卡爪與軸之間墊入?4mm×20mm的鋼絲。一夾一頂比兩頂尖剛性好,應(yīng)用較廣泛。
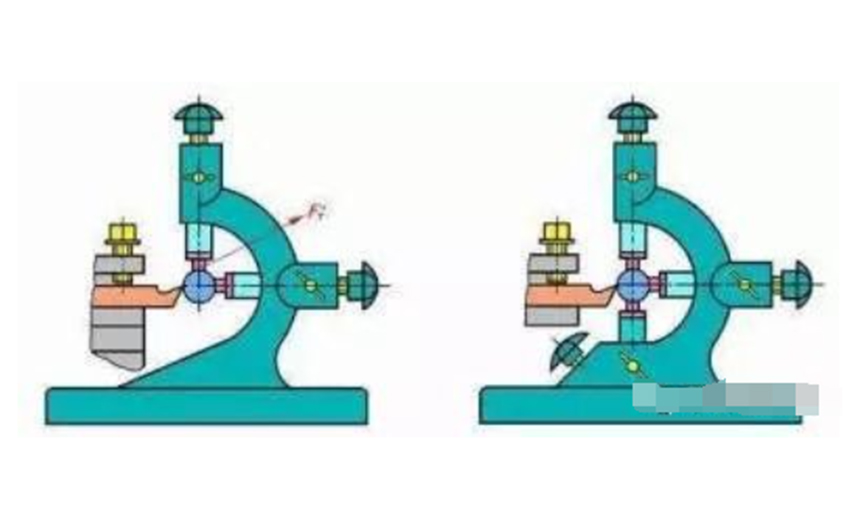
在車削長(zhǎng)度與直徑比較大的細(xì)長(zhǎng)軸時(shí),應(yīng)采用反向進(jìn)給切削法,車刀從卡盤方向往尾座方向進(jìn)給,使工件受軸向拉力,能消除震動(dòng),提高加工質(zhì)量。
3、使用中心架支承細(xì)長(zhǎng)軸
①中心架直接支承在工件中間,當(dāng)工件可以分段車削時(shí),在毛坯中部車處一段支承中心架的溝槽,其表面粗糙度值小,同軸度公差小,保持與車床旋轉(zhuǎn)中心同軸。
②用過渡套筒支承細(xì)長(zhǎng)軸,中心架支承爪與過渡套筒的外圓接觸,過渡套筒的兩端各裝有四個(gè)螺釘,用螺釘夾住毛坯工件,并調(diào)整過渡套筒外圓軸線與車床旋轉(zhuǎn)軸線重合。
4、使用跟刀架支承細(xì)長(zhǎng)軸
①兩爪跟刀架,跟刀架跟隨車刀移動(dòng),車刀給工件的切削抗力,使工件貼在跟刀架的兩個(gè)支承爪上,減少變形。
②三爪跟刀架,三爪跟刀架下面一個(gè)支承爪承受工件重力,可克服兩爪跟刀架的不足,使車削時(shí)穩(wěn)定,不易產(chǎn)生震動(dòng)。
跟刀架的支承爪與工件的接觸壓力要適中,不宜過大或過小,接觸壓力過大,出現(xiàn)竹節(jié)形,接觸壓力過小,跟刀架不起作用,出現(xiàn)多棱形。
③套圈式跟刀架,套圈安裝在專用的跟刀架里,車刀在兩套圈間進(jìn)行車削。
四、細(xì)長(zhǎng)軸熱變形伸長(zhǎng)
車細(xì)長(zhǎng)軸時(shí),要考慮熱變形的影響。工件熱變形伸長(zhǎng)量可用下式計(jì)算
△L=αlL△t
式中 △L——工件熱變形伸長(zhǎng)量(mm);
αl——材料線膨脹系數(shù)(1/℃);
L——工件總長(zhǎng)(mm);
△t——工件升高的溫度(℃)。
五.細(xì)長(zhǎng)軸外圓車刀要求及幾何參數(shù)
外圓車刀,要求切削力小,減小背向力,切削溫度低,切削刃鋒利,排屑流暢,刀具壽命長(zhǎng),刀具可采用下圖所示。
六、加工細(xì)長(zhǎng)軸難點(diǎn)及采取的措施
1、細(xì)長(zhǎng)軸的剛性很差,在切削力,重力等作用下易產(chǎn)生彎曲變形、震動(dòng);
增加剛性,減少工件彎曲變形。
① 采用中心架、跟刀架提高工件的剛性。
② 增大車刀主偏角,減小背向力。
③ 采用反向進(jìn)給切削法,使工件受軸向拉力,消除震動(dòng)。
2、在切削過程中,工件受熱伸長(zhǎng)量大,加劇彎曲變形,嚴(yán)重時(shí)會(huì)使工件在頂尖間卡住;
解決工件熱變形伸長(zhǎng)。
① 使用彈性回轉(zhuǎn)頂尖,補(bǔ)償工件熱變形伸長(zhǎng)。
② 加注充分切削液,降低切削溫度。
③ 刀具保持銳利,減少車刀與工件的摩擦發(fā)熱。
3、加工時(shí)一次進(jìn)給所需的時(shí)間較長(zhǎng),刀具磨損較大。
合理選擇刀具。
① 選用耐磨性好的硬質(zhì)合金材料。
② 合理選擇車刀幾何形狀。
③ 刃磨刀具,降低刀具表面粗糙度。
細(xì)長(zhǎng)軸的車削加工是機(jī)械加工中比較常見的一種加工方式。由于細(xì)長(zhǎng)軸剛性差,車削時(shí) 產(chǎn)生的受力、 受熱變形較大, 很難確保細(xì)長(zhǎng)軸的加工質(zhì)量要求。通過采用合適的裝夾方式和 先進(jìn)的加工方法, 選擇合理的刀具角度和切削用量等措施, 可以確保細(xì)長(zhǎng)軸的加工質(zhì)量要求。
福天輥筒專注于各類精密輥筒的生產(chǎn)和研發(fā),包括鋼輥、膠輥、不銹鋼輥、輸送輥筒、鏡面輥、加熱輥和鍍鉻輥等。
我司已通過ISO 9001:2015質(zhì)量管理體系認(rèn)證,擁有自營(yíng)進(jìn)出口權(quán),目前80%的產(chǎn)品出口歐美等。
地址:浙江省紹興諸暨市暨南街道淀蕩畈工業(yè)區(qū)興建路2號(hào)
電話:13967159400(俞經(jīng)理)
郵箱:info@rollerft.com

福天輥筒微信公眾號(hào)

微信掃碼咨詢輥筒




回到頂部
主站蜘蛛池模板: 草在线视频| 成年日韩免费大片黄在线观看| 免费久久一级欧美特大黄| 黄色一级视频在线观看| 精品国产一区二区三区四| 草逼片| 国内精品久久国产| 中文字幕丝袜| 精品国产第1页| 在线看片视频| 国产精品区免费视频| 亚洲原创区| 国产乱码精品一区二区| 一级毛片黄色| 高清国产精品久久| 三级网址免费| 日本精品1在线区| 久久99久久99| 亚洲欧美日韩精品久久| 高清一区二区在线观看| 日日欧美| 香港三级网址| 国产精品99精品久久免费| 色一情一乱一伦麻豆| 久久久久99| 精品少妇一区二区三区视频| 中日韩三级| 国产成人毛片精品不卡在线| 日日碰狠狠| 中国美女一级a毛片录像在线| 国产精品亚洲综合久久| 色婷婷综合久久久| 99精品久久99久久久久| 国产啪在线| 欧美一区二区三区久久综合| 女人18毛片一级毛片在线| 国产精品久久大陆| 美女黄网站色一级毛片| 亚洲欧美视频一区| 久久精品2021国产| 国产丰满老厨女房乱|



