收藏我們 |
聯(lián)系我們|
網(wǎng)站地圖|
收藏我們 |
聯(lián)系我們|
網(wǎng)站地圖|

0575-80728219
收藏我們 |
聯(lián)系我們|
網(wǎng)站地圖|
0575-80728219

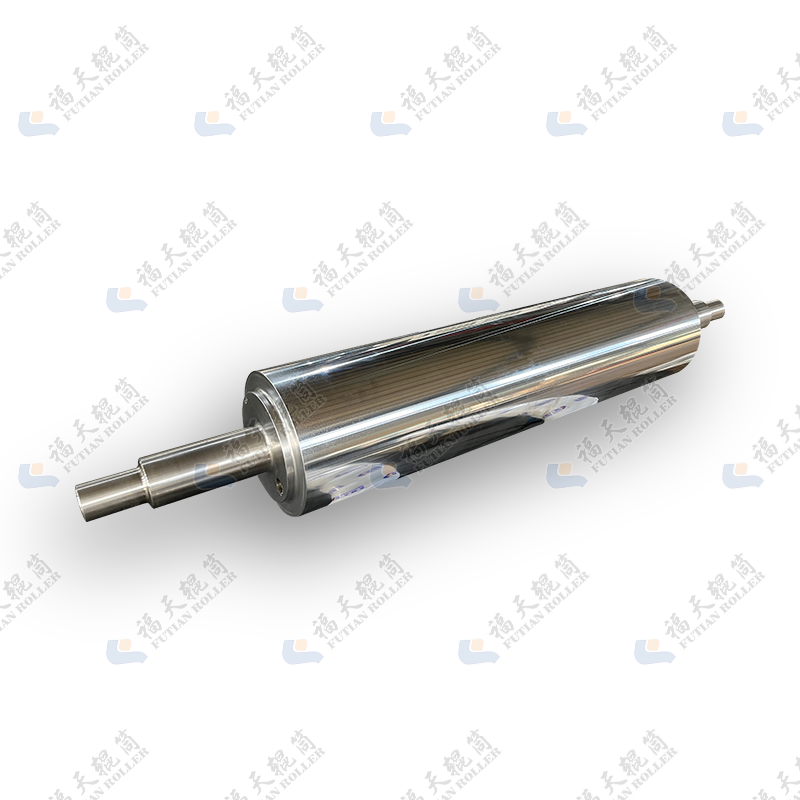
不同工藝應(yīng)選擇不同的輥筒:輥筒特別是鏡面輥對于塑料包裝行業(yè)的沒備來說是一個不可缺少的重要部件,無論是壓延、擠出還是流延成形均離不開輥筒。輥筒制作表面精度質(zhì)量及內(nèi)部流道結(jié)構(gòu)的合理和加工精度的好壞,都將直接影響塑料制品的質(zhì)量,尤其對于塑料薄膜來說更是如此。因此提供一個高質(zhì)量的輥筒對于塑料片膜制品廠家尤為重要。輥筒的種類繁多,并且都有其作用,按工藝流程分有壓延棍、壓光棍、流延輥等,按功能用途分有加熱輥、冷卻輥、引離輥、托輥等,按結(jié)構(gòu)分有無縫鋼管輥、鍛造及離心澆鑄輥等。總之,塑料制品的不同工藝需要不同的輥筒,因此,作為一個輥筒制造廠家在承接輥筒制作過程中,應(yīng)針對不同的制品、不同的工藝設(shè)計制造相應(yīng)的輥筒,才能確保輥筒在生產(chǎn)過程中發(fā)揮其正常的作用。不管采用何種工藝方式,對輥筒的結(jié)構(gòu)、設(shè)計、材料選擇和加工制造應(yīng)符合下面幾個基本要求:
1.輥筒應(yīng)具有足夠的剛性,確保在重載作用下,彎曲變形不超過許用值。
2.輥筒表面應(yīng)有足夠的硬度,一般要求達(dá)到HRC50度以上,具有較強(qiáng)的耐腐蝕能力。鍍層具有抗剝落能力,確保輥筒工作表面具有較好的耐磨性及耐腐蝕性。
3.輥筒工作表面應(yīng)精細(xì)加工,以保證尺寸精度和表面粗糙度。粗糙度應(yīng)在Ra0.16以上,不能有氣孔或溝紋。輥筒工作表面的壁厚要均勻,否則會使輥面溫度不均勻,影響制品質(zhì)量。
4.輥筒的材料應(yīng)具有良好的導(dǎo)熱性,通常采用冷硬鑄鐵,特殊情況采用鑄鋼或鉬鉻合金鋼,無論是加熱還是冷卻,均能達(dá)到快速均勻。
5.輥筒設(shè)計要便于加工,造價低廉。
在薄膜制品生產(chǎn)中對輥筒的特殊要求
在壓延及擠出法工藝中,通常出現(xiàn)輥筒承受很大的壓緊力,相對制品產(chǎn)生一定的分離力,使輥筒就好象支承在兩端軸承上的圓柱梁,因此不能用一般梁的彎曲理論公式計算其變形,而是用撓度總值(包括彎曲撓度和剪切撓度)的公式求其大變形量。在實際生產(chǎn)中證明,輥筒中部的總撓度遠(yuǎn)遠(yuǎn)大于制品的允許公差,因此須設(shè)法給予補(bǔ)償,否則就達(dá)不到制品精度的要求。由于撓度在輥筒中部,兩端較小,因而制品出現(xiàn)中間厚,兩端薄的情況,因此撓度補(bǔ)償?shù)霓k法通常有三種,即中高度法、預(yù)負(fù)荷法及預(yù)負(fù)荷裝置。
為了消除制品中間厚兩邊薄的情況,有意識地將輥筒工作表面加工成中部直徑大,兩端直徑小的腰鼓形,其中部直徑和兩端直徑之差稱為中高度E。當(dāng)然,理想的中高度曲線形狀應(yīng)是輥筒的撓度曲線。但由于機(jī)械加工難以辦到,常采用圓弧或橢圓的一部分近似地予以補(bǔ)償。
實際上中高度曲線也是沒有必要的,因為影響橫壓力大小的因素很多,這些因素變化,橫壓力也變化,撓度也就隨之而變,所以固定不變的中高度補(bǔ)償法的局限性很大,一般不單獨(dú)使用。由于中高度補(bǔ)償法簡單易行,應(yīng)用較為普遍。當(dāng)輥筒再無其它補(bǔ)償法配合時,其中高度在0.02~0.10mm范圍內(nèi),與其它補(bǔ)償法配合使用時,中高度在0.02~0.06mm范圍內(nèi)。目前一般廠家在制作中高時,通過將磨床的磨頭按中高要求扳一個角度,由兩端向中間磨削,這樣操作往往會形成一個角峰,兩邊是平直的,沒有中高曲線。而一些企業(yè)目前使用的大型數(shù)控軋輥磨,則采用了電腦自動控制操作臺進(jìn)行曲線運(yùn)動,這樣磨出的輥面是一個曲線形狀,基本上能與撓度曲線相符合,滿足塑料制品生產(chǎn)的要求。
嚴(yán)格執(zhí)行輥筒制作工藝,確保輥筒的質(zhì)量
目前,國內(nèi)已有不少輥筒制造廠家,但能提供高質(zhì)量輥筒的廠家為數(shù)不多。其原因是要做好一支高質(zhì)量的輥筒須要嚴(yán)格執(zhí)行制造工藝,缺少中間任何一道工序,表面上看能做出輥筒,但在實際使用過程中就會暴露出嚴(yán)重的質(zhì)量問題,影響使用廠家的正常生產(chǎn)。因此,要做好一支高質(zhì)量輥筒首先要嚴(yán)格選用輥坯材料,應(yīng)按不同塑料制品工藝來選用無縫鋼管還是鍛件或離心澆鑄件,在制作過程中,要針對不同的輥坯采用相應(yīng)的調(diào)質(zhì)、回火等熱處理工序;其次,在加工進(jìn)程中,還須在焊接工序后進(jìn)行消除應(yīng)力,為提高表面硬度進(jìn)行表面淬火或滲氮處理等工序,不能因為成本高而抽掉這些工序,這在表面上似乎是看不出來的,但在實際使用生產(chǎn)過程中存在嚴(yán)重的隱患,這在輥筒制作中不允許。再有,在電鍍及表面處理過程中應(yīng)嚴(yán)格保證適中的鍍層厚度,在磨削過程中特別在超精磨過程中更應(yīng)嚴(yán)格按照工序步驟進(jìn)行,決不應(yīng)圖省圖快而忽視正常的步驟來減少工序,否則無法制出合格的輥筒來。

福天輥筒專注于各類精密輥筒的生產(chǎn)和研發(fā),包括鋼輥、膠輥、不銹鋼輥、輸送輥筒、鏡面輥、加熱輥和鍍鉻輥等。
我司已通過ISO 9001:2015質(zhì)量管理體系認(rèn)證,擁有自營進(jìn)出口權(quán),目前80%的產(chǎn)品出口歐美等。
地址:浙江省紹興諸暨市暨南街道淀蕩畈工業(yè)區(qū)興建路2號
電話:13967159400(俞經(jīng)理)
郵箱:info@rollerft.com

福天輥筒微信公眾號

微信掃碼咨詢輥筒




回到頂部
主站蜘蛛池模板: 亚色成人| 天天影视涩香欲综合网| 国产精品永久免费| 亚洲sss| 欧美激情综合| 97干婷婷| 黄色一级免费观看| 色激情五月| 97影院理伦片| 色综合综合色综合色综合| 日韩欧美天堂| 欧美性高清bbbbbbxxxxx| 国内精品久久久久久影院老狼| 欧美熟夫| 中文字幕二区| 国产91久久久久久久免费| 色网站免费| 黄色理论视频| 精品久久久久久久久中文字幕| 伊人影院网| a三级黄色片| 欧美在线看片a免费观看| 四虎国产精品免费入口| 狠狠色狠狠色综合网| 我要看一级黄色录像| 天天噜噜揉揉狠狠夜夜| 久久久久久久国产视频| 一区二区视频在线| 99久久国产综合精品女不卡 | 久久人人干| 一级毛片黄色| 91啦九色| 久久亚洲国产| 一级一片免费视频播放| www.黄在线| 久久精品国产免费| 婷婷sese| 99re热视频在线| 国产99在线a视频| 可以免费看的毛片| 婷婷激情五月网|